地址:湖北省宜都市十里铺工业园区城河大道198号
联系人:彭经理 18972009731
邮编:443300
座机:0717-4555888
电话:0717-4722659
传真:0717-4839292
QQ:771682305
网址:
www.恒源科技.com
www.恒源.cn
恒源科技.网址
悬式复合绝缘子工艺性和可靠性
随着近十几年来国家加大电力线路建设和改造,各种绝缘子的用量越来越多,特别是悬式复合绝缘子的用量快速增长,在我国挂网运行的复合绝缘子约有300万支。悬式复合绝缘子与瓷,玻璃绝缘子相比,具有结构紧凑,强度高,重量轻,弹性好,不易破碎,不易受人为破坏,优异的憎水性,不用清扫,泄漏距离长,不测零值,少维护,安装运输方便等优点。世界各地都已广泛应用。但如果没有通过科学设计和完善生产工艺作保证,投入运行的绝缘子容易出现质量问题,甚至导致严重的事故。
1.伞裙和护套成型工艺
目前国内外生产悬式复合绝缘子的工艺主要有:整体挤包护套穿伞,整体模压和整体注射成型三种。
整体挤包护套穿伞生产成本低,组织生产方便,冷缩电缆终端易满足多规格,数量少的客户要求。但其伞裙与护套之间采用室温硫化胶人工粘接,易出现界面气泡,粘接不牢,击穿等机械电气性能质量问题,以及室温硫化胶相对高温硫化胶易老化等无法解决的问题,属于比较落后的生产工艺。整体模压投入生产设备简易,价格低廉。但由于固态硅橡胶的流动差,尤其在室温下,流动性能很不好,很难填充满较大伞裙或较复杂结构的模腔,易造成表面缺陷较多,以及不可避免的芯棒偏心和损伤问题,影响挂网运行后的产品质量。
整体注射成型,是公认的自动化程度高,效率高,质量稳定,国内外专家都认为是最先进的硫化工艺,是第三代复合绝缘子。伞裙和护套是用同一材料一次成型,没有穿伞挤包工艺的不同材料界面问题;硅橡胶在射入模腔前采取较高温度塑化措施,提高了硅橡胶注射时的流动性,在注射模具具有较大的注射压力下注入模腔,从而解决模压成型存在的局部缺胶问题。但是如果没有完善工艺和有效的管理作保证,生产出来的产品也易出质量问题。
用注射成型工艺生产存在常见问题和解决方法:
芯棒偏心和损伤问题。高温高压的硅橡胶从芯棒一边注入模腔,易造成芯棒的偏心,护套的两边厚薄不均匀,严重情况是芯棒没有得到保护,长期运行后造成芯棒脆断,可能出现恶性事故。此问题可以通过二个方面来解决,一是提高硅橡胶的流动性,采用液态硅橡胶代替固态胶,可以非常容易解决。其次,在模具设计时采用多处定位和合理提高固态胶流动性的方法来解决,能确保偏差在0.2mm范围之内,和不损伤芯棒,其性能完全能达到或超过用其它工艺生产的产品。
脱模难的问题,由于高压悬式复合绝缘子多伞裙的特点,欧式电缆接头决定了整体成型时硅橡胶与模具的接触面很大,易出现脱模困难的问题,如果很难脱模,就会操作芯棒粘模开裂,缺胶影响外观,成品率低,可靠性明显下降。此问题解决办法:一是硅橡胶配方作调整,适当提高脱模材料的比例。二是模具型腔材料选择进口钢材,并提高抛光的光洁度,提高模具的加工工艺,或内腔电镀铬处理。
分段成型温差损伤芯棒的问题。目前国内有几个厂家已做到220kV及以下的产品一次注射成型,不需要分段成型,而500kV以上绝缘子都采用分段成型工艺,由于硅橡胶硫化温度一般在170℃左右,芯棒在模腔温度与在室内的温度达150℃左右,接驳处加以不同的功率加热器进行分段加热的方式,消除温度剧变造成温度应力过于集中的问题。通过此方法改进后,从未发现因温度应力对芯棒损害的问题。
2.芯棒与金具联接工艺
芯棒与金具的联接方式目前国内外主要采用三种方式:粘接式,楔接式和压接式。粘接式由于存在粘接剂老化问题,低温脆变和效率低,粘接效果受人为因素影响大等不足已较少采用;楔接式分为内楔和外楔,内楔会破坏芯棒的完整,降低芯棒和机械强度,有少量厂家采用,外楔因连接强度不稳定及工艺复杂,掉线率高,已很少采用;压接式如果采用完善的工艺控制,将会大大提高生产效率和产品质量,目前国内外大部分厂家采用压接方式,下面就压接工艺与质量关系作些探讨。
通过压接使绝缘子金具产生塑性变形而压紧芯棒产生强大的摩擦力,获得要求的抗拉强度。最佳的压接结果应该是在压接力作用下,金具充分变形与芯棒完全密贴而不过度变形将脆性芯棒压脆,并且使金具的变形抗力达到最大。要达到此效果是极为困难的,不但要复杂的弹塑性能计算还要考虑各种外界因素,一般采用经验和大量试验的办法解决。
目前压接方式主要有三种控制方法:
一种是模具单方向运动方式,压接模具只有上,下二块,通过油压装置,推动模具单方向往上或下移动将金具挤压塑性变形达到压接效果。由于金具、芯棒、机台和模具本身都有一定的加工公差、金具塑性变形不均匀以及压接速度太快,并且是否过压无法判别,压接质量不稳定,方法只限于少量厂家采用并用于电压等级较低,机械强度不高的产品上。
第二种是通过八个径向均匀分布的模具在油缸作用下产生恒定压力,对金具进行压接力量控制,并且压接过程用声发射监控系统对芯棒质量进行监控的方法。此方法比第一种方法压接效果有质的提高,但也存在美中不足的问题:一是模具与油缸配合后同心度和同步是无法做到很精密的,二是金具每批或同一批材料不完全一样,球头球窝材料也不同,避雷器厂家并且热处理过程也存在一定的差异,造成每只金具硬度不同,所需压接力量也不相同。这二个问题的存在最终导致压接效果不稳定的弊端。
第三种是八个径向模具均匀分布,并且通过一次性加工的增力锥套配合进行柔性压接的压接量控制,压接过程同时配合声发射监控系统对芯棒质量进行监控的方法,此方案解决了:一是塑性金具与脆性芯棒压接并且变形量只有0.2~0.5mm,如果压接速度过快会损伤芯棒,加大金具反弹,使金具与芯棒不能紧密结合,压接强度降低的问题,本方案采用3~5秒缓慢而持续的压接和0~9秒保压的柔性压接方法,不仅大大降低芯棒压接损伤的机率而且提高金具与芯棒的压接强度。二是金具和芯棒存在加工偏差,每批或同批零件都存在尺寸配合松紧不同的问题,可以在压接时设定预紧压力,压接量测定前就将金具与芯棒间隙消除,保证每个产品都是相同压接效果,三是压接的同步性和同心度问题。加工模块时,先加工好内、外圆、长度,安装孔等后再平均切割为八个模块,而增力锥套也是一次性加工的锥面,二者配合没有太多的累积公差的问题,保证整体的同心度和同步性。
3.端部密封工艺
绝缘子芯棒的脆断会造成导线落地的最严重的事故。如果芯棒没有做到有效的保护,潮气及腐蚀性气体侵入是引起芯棒脆断最重要因素之一。而端部的电场强度复杂,是最需要重点防护的地方。目前端部密封各个厂家主要用常温硫化胶密封;套入成形密封圈后用常温硫化胶密封;用高温硫化胶一次整体密封三种方法。常温硫化硅橡胶性能与高温注射的硅橡胶不同,其机械性能,耐电蚀,耐老化性能远比高温硫化硅橡胶差,在高电压的户外运行下,产品常受电气,机械和户外阳光,雨水冲击,长期运行后可能出现端部密封劣化和潮气入侵,芯棒难以得到应有的保护。而高温硅橡胶上的密封是将硅橡胶经注射机高温高压注射,在模具中与护套整体硫化成型,密封胶充分填充金具与芯棒间的所有间隙;并与金具紧密粘接,彻底根除了用室温胶密封的界面气泡,粘接不牢、人为问题缺陷和隐患,极大提高了端部密封的可靠性。
综合上述,悬式复合绝缘子外套采用整体注射一次成型,金具联接采用具有柔性压接配声波擦伤仪和端部密封采用高温硅橡胶一次整体密封的生产工艺是保证产品长期运行的最佳而有效办法。
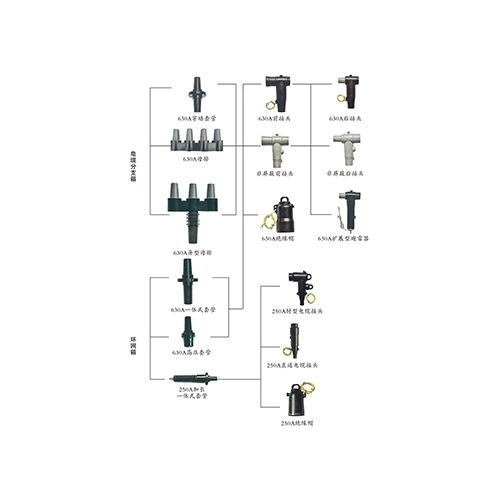
宜昌恒源科技有限公司是专业生产欧式电缆接头,插拔头,电缆分支箱,美式肘型头,高压真空断路器,高压负荷开关,避雷器,氧化锌避雷器,罐式避雷器,过电压保护器、计数器、监测器、热缩电缆附件、冷缩电缆附件、T型头、穿墙套管、欧式电缆附件、美式电缆接头、变压器中性点保护装置、熔断器、隔离开关、PT电缆头、肘型电缆接头、10kV户外终端、开关柜、电缆中间接头、电缆附件等产品的厂家